Пайка медных труб сваімі рукамі
Медныя трубы нярэдка ўсталёўваюцца ў нашы дні ў ацяпляльных сетках, а таксама ў магістралях вода-і газазабеспячэння жылых будынкаў. Акрамя таго, гэтыя вырабы шырока прымяняюцца ў сістэмах кандыцыянавання і маразільных прыладах рознага тыпу.
Для атрымання неразъемного трубнага злучэння распрацаваны спецыяльныя прыёмы пайкі, што рэалізуюцца шляхам ўвядзення ў зону кантакту асаблівага расплаўленага матэрыялу (прыпоя). Пры гэтым патрэбная якасць злучэння дасягаецца толькі ў тым выпадку, калі тэмпература плаўлення прыпоя будзе ніжэй кропкі плаўлення злучаных трубавых элементаў.
Адразу адзначым, што пайка медных труб сваімі рукамі запатрабуе ад вас адмысловай акуратнасці і пэўнай падрыхтоўкі.
Перавагі паяніі медных канструкцый

Якая расце папулярнасць сістэм, якія збіраюцца на аснове медных труб, лёгка тлумачыцца наяўнасцю ў апошніх такіх прывабных якасцяў, як:
- надзейнасць, даўгавечнасць і трываласць;
- прастата апрацоўкі зыходнага матэрыялу;
- здольнасць функцыянавання пры высокіх цісках і тэмпературах.
Акрамя таго, за кошт выкарыстання такіх тэхналогій атрымоўваецца зэканоміць на камплектавалых матэрыялах (фітынгі, перахаднікі і да т.п.), што прыкметна зніжае агульную кошт вырабляюцца работ.
Метады паяння і інструмент

Пайка медных труб можа вырабляцца ў адным з наступных тэмпературных рэжымаў:
- Высокатэмпературных пайка (тэмпература расплаву парадку 600-900 градусаў) ужываецца для трубаправодаў, якія працуюць у рэжыме высокіх нагрузак.
- Нізкатэмпературны рэжым, практыкаваны звычайна ў побыце (тэмпература ў зоне пайкі да 450 градусаў).
Для атрымання надзейнага сучлянення труб у працэсе паяння павінен выкарыстоўвацца наступны інструмент:
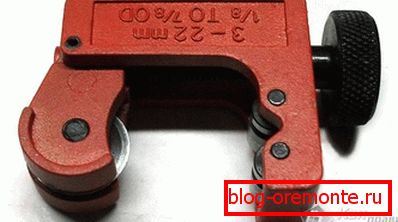
- Трубарэз, з дапамогай якога вы зможаце атрымаць роўны зрэз (перпендыкулярны восі трубавай нарыхтоўкі).
- Адмысловая прынада, якое выкарыстоўваецца для падрыхтоўкі фасак і выдалення задзірын.
- Пашыральнік трубы, які дазваляе падрыхтаваць месца стыку да пайцы (глыбіня, на якую апрацоўваецца труба з яго дапамогай, павінна быць роўная дыяметру нарыхтоўкі).
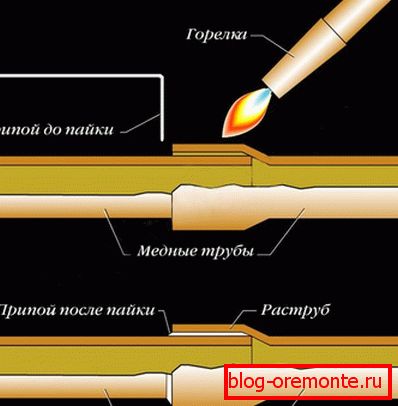
- Газавая ацэтылен-кіслародная гарэлка, выкарыстоўваная для паяння медных труб.

Глыбіня, на якую апрацоўваецца труба з дапамогай пашыральніка, павінна быць роўная дыяметру нарыхтоўкі.

Акрамя таго, для працы з лёгкаплаўкім прыпоем можа выкарыстоўвацца спецыяльны тэрмічны фен, які забяспечвае разагрэў месца зваркі да патрэбнай тэмпературы.
Прымяненне термофена дазволіць вам лёгка рэгуляваць тэмпературу ў зоне зваркі, а таксама ўтрымліваць патрабаваны тэмпературны рэжым. Пры дапамозе якія ўваходзяць у камплект прыбора зменных асадак вы зможаце накіроўваць брую разагрэтага паветра ў патрэбную кропку.
Матэрыялы, якія выкарыстоўваюцца пры пайцы

Перад тым як літаваць медныя трубы, вам варта азнаёміцца з матэрыяламі, якія выступаюць у якасці прыпоя, якія ў залежнасці ад іх тугаплаўкія падпадзяляюцца на цвёрдыя і мяккія.
прыпоі

Прыпоі падвышанай тугаплаўкія вырабляюцца, як правіла, у выглядзе стрыжняў пэўнага профілю. Выкарыстанне прыпоя гэтага віду магчыма пры разагрэве зоны пайкі да 900 градусаў, што дазваляе атрымліваць вельмі надзейнае злучэнне. Прыпоі гэтага класа даволі часта выкарыстоўваюцца пры мантажы вода-і газазабеспячальных магістраляў, а таксама пры рамонце маразільнага абсталявання і сістэм кандыцыянавання.
Найбольш вядомымі прадстаўнікамі такіх прыпоя з'яўляюцца медна-фосфарныя самофлюсующиеся сумесі з рознымі дадаткамі (Cu94 P6 і Cu92 P6 Ag2). Невялікія дадаткі (каля 6%) фосфару або срэбра дазваляюць знізіць тэмпературу плаўлення прыпоя да 750 градусаў. Каэфіцыент пашырэння такога матэрыялу супадае з тым жа паказчыкам для медзі, што спрыяе адукацыі трывалага і надзейнага злучэння.
Так званыя «мяккія» прыпоі выконваюцца ў выглядзе звычайнай тонкай дроту і служаць для нізкатэмпературнай пайкі медных труб, што вырабляецца ў хатніх умовах. Гэтыя прыпоі вырабляюцца, як правіла, на аснове такіх вядомых матэрыялаў, як волава, свінец (або іх сплаваў).
флюсы

Для палягчэння працэдуры паяння медных труб прымяняюцца спецыяльныя вадкія або пастообразные склады (флюсы), ад правільнага выбару якіх залежыць поспех мерапрыемства ў цэлым.
Гэтыя склады таксама падпадзяляюцца на нізкатэмпературныя (да 450 градусаў) і высокатэмпературныя, якія выкарыстоўваюцца пры тэмпературах вышэй 450 градусаў.
Яны спрыяюць:
- ачышчэнню месцы паяння ад вокіслаў;
- яго абароне ад кіслароду, які змяшчаецца ў навакольным паветры;
- стварэнню ўмоў для плыўнага расцякання паяльной складу;
- паляпшэнню счаплення металу з прыпоем.

У ходзе паяльных работ неабходна ўважліва сачыць за тым, каб разагрэты да патрэбнай тэмпературы прыпой раўнамерна расцякаўся па паверхнях сочленяемых нарыхтовак, утвараючы пры гэтым надзейнае сучляненне. Пасля канчатковага астывання ўчастка паяння варта выдаліць з яго ўсе лішкі флюсу.