Як варыць потолочный шво электразваркай
Выкарыстанне зварачных злучэнняў пры зборцы металаканструкцый лічыцца самым простым і надзейным спосабам іх мантажу не толькі ў прамысловасці, але і ў побыце. Зразумела, што для асваення прыёмаў электразваркі прыватніку неабходна будзе не толькі прайсці курс спецыяльнага навучання, але і атрымаць пэўныя практычныя навыкі.
Для тых, хто хоць бы часткова валодае гэтымі прыёмамі зваркі, мы прапануем азнаямленчую артыкул, прысвечаную асаблівасцям фарміравання потолочного шва, падрыхтоўка якога патрабуе ад выканаўцы асаблівай увагі і акуратнасці. І сапраўды, пры зварцы шва, напрыклад, на столі гаража, дно аўтамабіля або ў любым іншым месцы, якія падрыхтоўваюць злучэнне знаходзіцца непасрэдна над галавой зваршчыка, чым і тлумачыцца патрабаванне асаблівай ўважлівасці да правядзення ўсіх працоўных аперацый. З прычыны гэтага, перад тым як варыць потолочный шво электразваркай пажадана азнаёміцца з асаблівасцямі аперацый па яго фарміраванні ў тых ці іншых умовах.
Асаблівасці тэхнікі фарміравання швоў
Складанасць падрыхтоўкі потолочных швоў тлумачыцца тым, што падчас зваркі расплаўлены метал за кошт уласнай вагі можа сцякаць уніз, а гэта стварае пэўную пагрозу выканаўцу работ (атрыманне апёку адкрытых частак цела, у прыватнасці). Вось чаму вопытныя спецыялісты ў падобных сітуацыях карыстаюцца адмысловымі прыёмамі зваркі, якія забяспечваюць выкананне патрабаванняў тэхнікі бяспекі.
Для разумення ўсіх тонкасцяў працэдур па падрыхтоўцы потолочных швоў, перш за ўсё, варта азнаёміцца з асноўнымі патрабаваннямі, што прад'яўляюцца да тэхнікі выканання работ падобнага класа. У працэсе выканання зварачных аперацый павінны выконвацца наступныя абавязковыя ўмовы:
- зварка можа праводзiцца толькi ручным спосабам;
- для адукацыі злучэння прымяняюцца так званыя пакрытыя электроды;
- зварвання павінна вырабляцца ў рэжыме «кароткай дугі» з выкарыстаннем электродаў не больш O 4 мм;
- пры падрыхтоўцы шва каб пазбегнуць расцякання металу электрод варта трымаць злёгку адведзеным ў бок;
- шырыня рыхтуемага шва не павінна перавышаць двайны таўшчыні электрода;
- у пазбяганне адукацыі газаў, якія зніжаюць якасць шва, якія выкарыстоўваюцца электроды павінны быць цалкам сухімі;
- зварка павінна весціся па кірунку «на сябе», што дазваляе падбіраць аптымальны тэмп прасоўвання, а таксама адсочваць якасць ўтвараецца шва;
- для атрымання трывалага і надзейнага злучэння краю зварваюць паверхняў або нарыхтовак перад пачаткам работ старанна зачышчаюцца, а пасля заканчэння работ з іх абавязкова выдаляюцца застылыя рэшткі зваркі.
Пры працы з нарыхтоўкамі большай таўшчыні (парадку 1 гл і больш) зварка павінна выконвацца ў некалькі праходаў. Пры самым першым праходзе выкарыстоўваецца электрод дыяметрам не больш за 3 мм; ўсе наступныя аперацыі праводзяцца электродам O 4 мм.

Асабліва звернем вашу ўвагу на тое, што потолочные швы бываюць не толькі гарызантальнымі, але і могуць мець пэўны ўхіл, варьируемый ў межах ад 10 да 80 градусаў (так званае полупотолочное злучэнне). У гэтым выпадку для фармавання нахільнага шва можа прымяняцца як ручная, так і аўтаматычная зварка з выкарыстаннем усё тых жа пакрытых электродаў.
Падрыхтоўка злучэння ўсутыч

Перад тым як заладзіць потолочные швы з дапамогай электразваркі неабходна мець хоць нейкае ўяўленне аб відах зварных злучэнняў, якія адрозніваюцца па спосабе іх адукацыі. Паколькі аб'ём артыкула не дазваляе даследаваць кожны з гэтых відаў, то мы абмяжуемся разглядам самага простага з іх, а менавіта - так званага злучэння «ўсутыч».
Азначанае злучэнне зварваецца, як правіла, за некалькі праходаў, што рэалізуюцца ў такой паслядоўнасці:
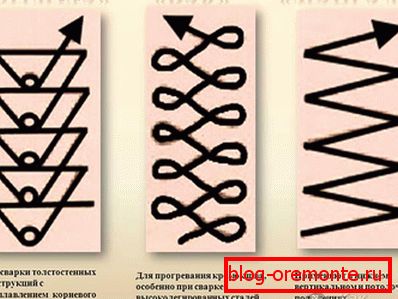
- Спачатку фармуецца так званы каранёвай валік або корань шва. Пры потолочной зварцы ён выконваецца з дапамогай электрода O 3 мм, які вядзецца уздоўж шва вядомым спосабам, званым «лесвіца». Велічыня выстаўляецца на зварачным апараце току выбіраецца пры гэтым у дыяпазоне паміж мінімальным і сярэднім значэннямі (гаворка ідзе пра велічыні, закладзеных ў тэхнічных характарыстыках самага агрэгата).
- Другі і трэці праходы выконваюцца электродамі O 3? 4 мм. Сіла току пры гэтым выбіраецца сярэдняй ці бліжэй да максімальнай. З мэтай недапушчэння адукацыі «Гарбатага» зварка вядзецца з затрымкай на краях валіка з праходам па абзе нарыхтоўкі і далейшым пераходам да наступнай абзе па метадзе «лесвіца».
- Усе наступныя пласты валіка фармуюцца ў выглядзе наплаўкі (без якіх-небудзь адхіленняў ад лініі зваркі).
- Асабовы пласт якi ўтвараецца потолочного злучэння павінен выглядаць такім чынам, каб шырыня незапоўненай раздзелкі не перавышала значэння 0,5? 2 мм. Пры неабходнасці гэты пласт таксама можа быць выкананы ў некалькі праходаў.
У выпадку выканання ўсіх паказаных вышэй прадпісанняў вы зможаце атрымаць якаснае і надзейнае злучэнне. Больш падрабязна парадак яго фарміравання можна будзе вывучыць на відэа, прыкладвацца да матэрыялаў гэтага артыкула.
Бяспека зварачных работ

Патрабаванні да бяспекі зварачных прац пры афармленні потолочного шва выглядаюць наступным чынам:
- Усе працы павінны праводзіцца на добра прасушаныя памяшканні, вільготнасць паветра у якім не павінна перавышаць названай у нарматывах велічыні.
- На адкрытых прасторах не дапускаецца правядзенне зварачных работ падчас снегападу або навальніцы.
- Зварачныя работы павінны вырабляцца толькі ў прызначанай для гэтых мэтаў вопратцы з адмысловым ахоўным пакрыццём і ў масцы.
- У ходзе работ невыкарыстоўваемую абсталяванне абавязкова павінна адключацца ад электрасеткі.
- Для зваркі павінны выкарыстоўвацца толькі добра ізаляваныя правады.
відэа
У гэтым відэароліку паказаны працэс зваркі потолочного шва. Хоць каментары ідуць на англійскай мове, тое, што паказана на экране не мае патрэбы ў дадатковым тлумачэнні: